One-of-a-kind machine for serialization and verification of medicinal products.
You are currently viewing a placeholder content from Default. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
It keeps going and going and going: Hicof can look back on 5 years of experience with LinMot linear motors. Over this period, the drives have run reliably through millions of cycles with zero maintenance.
Seventy-five billion US dollars per year. This is the global market value, estimated by the World Health Organization (WHO), of counterfeit medicinal products, which lab reports show contain not only incorrect, contaminated, or illegal dosages of active ingredients, but also substances that defy the imagination: ground bricks, flour, or toxins like insecticides or rat poison. This is an untenable pharma-political status quo—not just in developing countries—and medication producers, customs and regulatory authorities, and some pioneers in product serialization take it very seriously. With over 6 billion products processed every year, and the cutting-edge linear drive technology from LinMot, the unique coding machines from Hicof are the tip of the spear in the fight against counterfeiting.

A summit conference for entrepreneurial spirit: Hicof CEO Sascha Toedtli is enthusiastic about the drives and further cooperation with LinMot.
A unique number for every product? That’s impossible! That would mean terabytes of data! With this expression of disbelief, the forward-looking idea of new product tracking systems from a newly founded company were dismissed as impossible 22 years ago. Today, this company is called Hicof, and it is a primary facilitator in the track-and-trace world. Under the leadership of Sascha Toedtli, the company produces both software to manage the terabytes and petabytes of indexed product data that were considered utopian in its founding years, as well as coding machines that ensure the security of the greatest growth engine in the country—the pharmaceutical industry.
In the past decade, significantly decoupled from the national economy, pharmaceutical manufacturing has become one of the most significant industries in Switzerland, creating 36.8 billion francs of added value. The nation’s pharmaceutical industry has long been confronted with the immense threat of global counterfeiting activities, due to its transnational value-creation chain and traditionally high level of global interdependence. Macroeconomic threats that endanger the pharmaceutical industry’s leadership in overall productivity growth, and—not least—societal threats that violate the fundamental rights of consumers of pharmaceutical products, both morally and as a matter of healthcare policy. “We noticed these gaps in pharmaceutical counterfeiting protection 20 years ago,” explains Mr. Toedtli, CEO of Hicof, introducing the core concept of the company, which grew out of these security gaps: “Companies had previously worked with various serialization software systems and equipment from a variety of manufacturers. These systems are extremely expensive, error-prone, and inflexible. Hicof therefore decided to develop an innovative, overall solution from a single source that can be used to trace products much more easily throughout their entire life cycle. This is the only way to maximize security against counterfeiting and manipulation,” adds the head of the company.

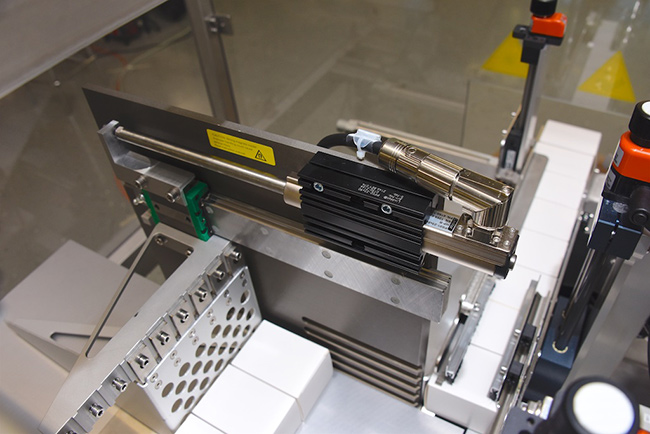
A flagship of the Hicof machine lineup, the AMACODER, aligns packages with millimeter precision. Without the repeatability of LinMot drives, this level of precision would not be possible.
The ever-growing problem of human medicinal product counterfeiting has also drawn the attention of political decision-makers. To better protect patients, the Falsified Medicines Directive (FMD 2011/62/EU) requires that a serial number be applied and tamper-evident packaging used. This is intended to prevent easy copying and manipulation of products. However, appropriate machine solutions were hardly available on the market a few years ago. “Our existing software was good enough, but it is only as good as the hardware able to implement all of the software functions and close this gap in the market,” says Mr. Toedtli, explaining the origins of the specialized Hicof coding systems with comprehensive processing functions and a future-oriented conveying principle. “Our serialization solution combines all of the process steps, including coding/labeling, verification, and aggregation. To do all of this with conventional systems using conveyor belts and distributed IT would be possible, but it would be cumbersome, expensive, and prone to error.” As a matter of fact, Hicof is the first and only company with coding systems that work intermittently, without a classical conveyor belt—and that is the inventive challenge of the job. Marking every product individually with a serial number in the form of a 2D barcode (data matrix) that cannot be counterfeited, and feeding the product to the printing system with the correct alignment during the coding process, requires extremely high mechanical precision. “To meet the requirements of the Falsified Medicines Directive, we developed the AMACODER machine on the basis of an innovative pusher system. This system provides better coding quality due to its slower transport speed, easier adjustability and reproducibility, and higher process stability,” reports the young entrepreneur about the company’s approach and potential advantages of the machine. But the technical implementation of these unique selling points places high demands on the drive technology, meaning the integration and application of a drive with the best motion, precision, and acceleration parameters. Hicof soon found the right solution. The name of the technology is: LinMot.
“The operators of our equipment appreciate its simple maintenance and exceptional dynamics, even under the toughest production conditions,” says Mr. Toedtli about the LinMot drives used in the AMACODER.
Thanks to fast, expert advice from LinMot support, Hicof received its first test unit in a flash. “Using the drive that they provided, we were able to perform numerous experiments and gain a lot of experience,” says Mr. Toedtli about the initial period, praising the unique value proposition of all of the LinMot products. “Because all of the LinMot system components are mature products, we were able to gain the necessary expertise surprisingly quickly and then concentrate on other areas of the development process.”
The demonstrated “AMACODER” machine is equipped with two highly dynamic, horizontally oriented LinMot linear drives. These P01 series synchronous servo motors, with a tubular design, are quiet, extremely dynamic, and have tremendous force density and outstanding position precision for all process variables. The core of the unique box transport mechanism in this Hicof line consists of two P01-23×80 motors from the P01 product range. After the input tray of the machine has received the folding box from an upstream unit, the first LinMot drive, installed horizontally above the tray, actuates a side infeed pusher for the first stage of alignment in the printing and reading process step. This is already an essential step for precision, which could not be achieved by a typical conveyor belt system without a flighted belt, as Mr. Toedtli enthusiastically makes clear: “The development process involved the usual suspects: servo drives with timing belts, and of course compressed air systems, but none of these solutions could match LinMot’s technical advantages.”
When the boxes arrive on the transport trays, the second P01-23×80 conveys them into the coding unit of the AMACODER. In this second positioning step, the security-oriented design of the installed motors is particularly beneficial. Because LinMot drives guarantee consistent reproduction of the position, speed, and acceleration of process variables at all times, the printing and reading unit of the Hicof machine can receive flawlessly aligned products and print and label them with a very low rejection rate. This is an indispensable performance feature of the track-and-trace process. Pharmaceutical inspection systems used around the world can store and monitor information in their databanks only if it meets the minimum print quality and is clearly legible and scannable. The key concept here is “verification.” This refers to traceability of various products, both within and outside of the factory, which can help companies further in terms of previously untapped benefits in efficiency, costs, and competitiveness. “Track and trace is the future in this industry,” says the head of Hicof about this technical transformation. “As an example, take the previous batch tracking process, which does allow for product recalls, but only in large groupings that have the same batch number. With track and trace, on the other hand, it is possible to recall individual products in order to address the problem specifically, regardless of whether the product has been produced in the pharmaceutical, tobacco, or food products industry.” Besides precision, however, there are other details of the LinMot systems that demonstrate their stable future applicability and legitimacy of the brand in the market. Besides long service life, easy installation and configuration, and extreme efficiency of the drives, the relevant types of LinMot sliders have a hollow shaft that allows flexible designs in other application scenarios for specific customers and industries. For example, cables and compressed air or vacuum lines can be routed through them.
For networking complex devices in the automation field, different CAN-based profiles of communications protocols have been defined for particular device classes. The CANopen standard CiA 402 was designed to standardize the functional behavior of controllers for servo drives, variable frequency drives, and stepper motors. It is supported by LinMot Series C1200 servo drives, providing significant benefits for equipment operators. “LinMot servo drives can be connected directly to EtherCAT (Ethernet for Control Automation Technology), so we at Hicof can start up the drives in a very short period of time and utilize all of the technological benefit of LinMot systems within a few weeks. This universal applicability has already been demonstrated in exquisite cooperation with OMRON, where LinMot axis controllers were integrated in third-party systems under the most challenging and toughest conditions of Japanese engineer. And of course they were a great success. Thanks to the intuitive programmability of all parameters, the motion of the second P01-23×80, responsible for moving the transport tray, was also able to be defined in the Hicof machine such that neither the speed of the infeed pusher nor the quality or volume of the printing process step had to suffer.

The latest and greatest in the networked age—hidden deep in the electrical enclosure, LinMot axis controllers play a future-oriented role in security and communications to prevent product and brand piracy in the pharmaceutical industry.
The effectivity achieved by these user-defined programming options also carries additional, fundamental meaning: “We see the subject of Industry 4.0 as essential,” says Sascha Toedtli, addressing the future significance of equipment efficiency, “and within Industry 4.0, the OEE is especially important to us.” The OEE (Overall Equipment Effectiveness) is a key indicator that measures the current availability and value-added status of a machine or group of machines in a production operation. For Hicof, this means two things: First is achieving higher overall effectiveness of the equipment and higher potential performance, but second is the challenge of developing lines with higher technical efficiency. “This makes the high-performance drives from LinMot extremely interesting to us,” says Mr. Toedtli, while also expressing his wishes for the future. “Even smaller drives with even greater dynamics.” That means motors that not only match the company’s future machines, but also demonstrate ever lower and thus more sustainable energy consumption in the industrial systems of the European economic region.
“The properties of the drives and all of the components of the LinMot systems, which have definitely become our backbone products, along with the strategic partnership, can only lead to additional fruitful projects with LinMot,” says Mr. Toedtli, summarizing the useful effects and successes of the cooperative efforts with great satisfaction. He expresses his thanks on behalf of all of the participants at his company. This is nothing less than the success story of an alliance. LinMot is very happy with its thriving, cooperative relationship with Hicof, and welcomes another ally with high aims and sustainable future potential to the circle of its business partners. These already include PARO AG, Emmi, Chocolat Frey AG, Zellwag AG and many other well-known companies who have benefited from the progressive technical attributes of LinMot drives and axis controllers. They are de facto maintenance-free, do not require compressed air hoses or mechanical couplings to cam disc systems, and can already demonstrate a sustainable life cycle assessment with fundamental technical characteristics—including some legal mandates—that will define all sorts of industrial landscapes in the future.





You are currently viewing a placeholder content from Yumpu. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information
