Flexibel und blitzschnell: Mit elektrischen Direktantrieben lassen sich Pick&Place-Module realisieren, die besonders effizient, präzise und dynamisch arbeiten. Darüber hinaus sind diese flexibler einsetzbar, kompakter und erfordern weniger Montage- und Wartungsaufwand als ihre Pendants mit Pneumatik- oder Kurvenscheibenantrieb. Die Schweizer PARO AG hat sich und ihren Kunden all diese Vorteile mit der Entwicklung des PARO-Blitzes besonders einfach zugänglich gemacht. Der Maschinenbauer nutzt das Pick&Place-System beim Aufbau von Montageanlagen und Sondermaschinen, die in punkto Produktivität in der obersten Liga mitspielen.
„Die geforderte übliche Zykluszeit hat sich bei Montageanlagen innerhalb weniger Jahren fast halbiert und geht heute in Richtung eine Sekunde“, sagt Gregory Kyd, Technischer Leiter bei der Schweizerischen PARO AG. „Entsprechend schnelle Pick&-Place-Lösungen lassen sich zwar auch noch mit Pneumatik oder Kurvenscheiben realisieren. Wesentlich effizienter, platzsparender und flexibler geht es aber mit Direktantrieben, wie unser PARO-Blitz zeigt.“ Dabei handelt es sich um ein besonders kompaktes Pick&Place-System aus einem horizontal und einem vertikal angeordneten Linearmotor, das je nach benötigtem Hub und erforderlicher Dynamik maximal 5 kg Last bewegt und bis zu 60 Zyklen in der Minute erreicht. Eine einfache Befestigungsmöglichkeit (Schwalbenschwanzfixierung) sorgt für die schnelle und präzise Adaption von Greifern und sonstigen Handhabungseinheiten. Positionen lassen sich dank einer Feineinstellung an der Fixierung und der Präzision der Linearantriebe mit einer Wiederholgenauigkeit von +/-0,05 mm anfahren. Zu den wesentlichen Vorzügen gegenüber pneumatisch angetriebenen Pick&Place-Systemen zählt insbesondere die größere Flexibilität, die der PARO-Blitz der Direktantriebstechnik verdankt. Da die Bewegungen rein elektrisch erzeugt und gesteuert werden, können dem Maschinenbediener Funktionen auf der Mensch-Maschine-Schnittstelle zur Verfügung gestellt werden, mit der er vorher programmierte Bewegungsabläufe auf Tastendruck aufrufen und starten kann. Entsprechend einfach lässt sich auch eine Variantenfertigung umsetzen. „Mit Pneumatikzylindern sind dagegen mehr oder weniger nur Punkt-zu-Punkt-Bewegungen möglich, Zwischenstopps erfordern zusätzliche Anschlagschrauben und bei jedem Hubwechsel müssen Endschalter umgebaut werden“, gibt Gregory Kyd zu bedenken.
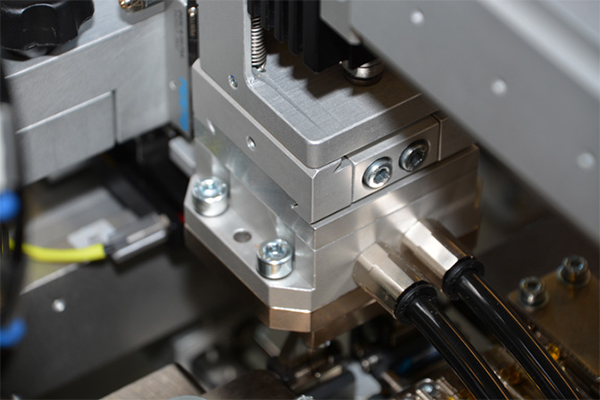
Eine Schwalbenschwanzfixierung erlaubt beim PARO-Blitz die einfache Adaption von Greifern oder anderen Handhabungseinheiten. Positionen lassen sich dank einer Feineinstellung und der Präzision der Linearantriebe mit einer Wiederholgenauigkeit von +/-0,05 mm anfahren. (Foto: Rossmann)
Sparsam beim Platzbedarf, skalierbar in der Anwendung
Dass die Techniker bei PARO den Blitz so kompakt konstruieren konnten, liegt dabei auch wesentlich daran, dass sich der Sondermaschinen- und Anlagenbauer für Linearmotorkomponenten von LinMot entschieden hat, stellt der Technische Leiter des Unternehmens klar. „Als wir im Vorfeld der Markteinführung des PARO-Blitzes 2014 den Markt sondiert haben, kam LinMot wegen der platzsparenden Bauweise und dem vorbildlichen Aufbau seiner Lösungen schnell in die engere Auswahl.“ LinMot konnte sich am Ende auch wegen des großen Produktspektrums durchsetzen, das eine Vielzahl an unterschiedlichen Läufern und Statoren sowie komplette Linearmotoren mit den dazu passenden Reglern und „magnetischen Federn“ (MagSpring) zur Gewichtskompensation sowie Hubdreh-Motoren umfasst. PARO hat auf Grundlage dieses Spektrums mehrere Varianten des PARO-Blitzes für Hübe von 50 mm bis 190 mm entwickelt. Entsprechend häufig kann PARO das Pick&Place-Modul in Montageanlagen einsetzen, wie Gregory Kyd erklärt: „Zum Stand Ende Mai 2018 verrichten mehr als 200 der Module in über 30 Anlagen zuverlässig ihre Arbeit.“
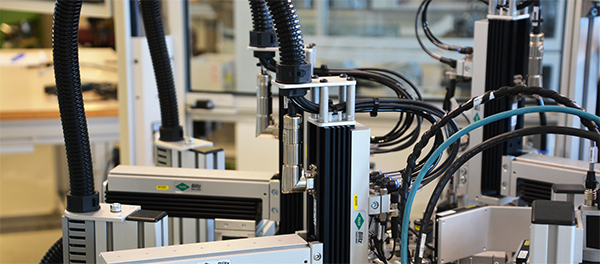
Das von der PARO AG entwickelte Pick&Place-Modul PARO-Blitz ist dank des eingesetzten Linearmotorkomponenten von LinMot nicht nur hochdynamisch, sondern auch besonders kompakt und lässt sich daher auch bei engen Platzverhältnissen in Anlagen integrieren. (Foto: Rossmann)
Datenquelle für Industrie 4.0
Soll die Bewegung oder die Position des Pneumatikzylinders überwacht oder als Führungs- bzw. Steuergröße verwendet werden, müssen separate Sensoren berücksichtigt werden. Im Gegensatz dazu ist bei Linearmotoren das Messsystem bereits integriert, sodass vom Servoregler zu jeder Pick&Place-Operation Daten wie Hub- oder Kraftwerte zur weiteren Verwendung zur Verfügung gestellt werden können. Diese Daten können beispielsweise verwendet werden, um temperaturabhängige Veränderungen der mechanischen Anteile des Pick&Place-Systems automatisch zu kompensieren. Bei pneumatischen oder kurvenscheibenbasierten Systemen muss der Anlagenbediener dagegen nach einem Maschinenstillstand oder bei größeren Schwankungen der Umgebungstemperatur eingreifen und manuell nachjustieren. Zudem müssen Pneumatikzylinder und die Luftversorgung bzw. die Kurvenscheiben regelmäßig auf Undichtigkeiten und Verschleiß geprüft und Enddämpfer regelmäßig gewechselt werden. Da ein Linearmotor berührungslos und damit wartungsfrei arbeitet, reduzieren sich die Wartungsarbeiten beim PARO-Blitz auf ein Minimum. Auch die Führungsschienen, die zur Unterstützung der linearen Bewegung integriert sind, müssen nicht nachgeschmiert werden. Wie zuverlässig das Pick&Place-Modul arbeitet, beweist ein Demonstrator der PARO AG: Dort arbeitet ein Modul zum Stand Ende Mai 2018 bereits seit 190 Millionen Zyklen ohne Wartung oder ungeplante Unterbrechung. Und selbst wenn ein Blitz irgendwann getauscht werden muss, geht das deutlich schneller als bei einem pneumatischen System mit seinen vielen Druckluftschläuchen bzw. einem Kurvenscheibensystem mit seinen mechanischen Kopplungen. Darüber hinaus lässt sich der Blitz als elektrisches Modul vor dem Einbau in die Anlage einrichten und auf seine Funktionalität testen – entsprechend kurz sind Wartungs und Reparaturzeiten. Fast noch wichtiger als die hohe Verfügbarkeit des Pick&Place-Systems ist für die Verantwortlichen bei PARO im Interesse kürzerer Zykluszeiten die im direkten Vergleich deutlich höhere Dynamik der Direktantriebstechnik. „Zwar lassen sich unter bestimmten Voraussetzungen auch mit Pneumatikzylindern 60 Zyklen in der Minute erreichen, aber mit deutlich höherem Aufwand.“ So benötigen doppelwirkende Pneumatikzylinder jeweils zwei Druckluftanschlüsse und ggf. einen Positionssensor, ein Direktantrieb dagegen nur ein Elektrokabel. Das hat klare Vorteile bei der Montage und dem Platzbedarf, wie Kyd klarstellt: „Der PARO-Blitz nimmt durch den Wegfall der Verschlauchung nur noch etwa die Hälfte des Platzes ein und die Montage dauert im Vergleich zum pneumatischen Pendant auch nur noch ein Drittel der Zeit.“

Neben klassischen Pick&Place-Operationen kann der PARO-Blitz dank der integrierten Messsystems der Linearmotoren und der damit regelbaren Kraftaufbringung auch für Press- oder Biegeprozesse eingesetzt werden. (Foto: Rossmann)
Mehr als ein Pick&Place-System
Dank der vorteilhaften Eigenschaften des direktangetriebenen Pick&Place-Systems und der kompakten Bauweise reichen die Einsatzmöglichkeiten des PARO-Blitzes dabei über reine Pick&Place-Operationen hinaus. PARO setzt ihn in seinen Montageanlagen beispielsweise auch bei Press- und Biegeoperationen, in Flächenportale integriert und als Schnelleinzug ein.
Bei einer aktuellen Anlage für die Montage einer elektronischen Baugruppe für eine gebäudeseitige Haustechnikanwendung in 31 Montage-, Bearbeitungs- und Prüfstationen summiert sich die Zahl an verbauten Blitzen so auf 30 Stück. Dazu kommen noch 3 Linearmotorachsen für sonstige Positionieraufgaben. Die Ansteuerung erfolgt über 33 Servoregler von LinMot mit Profinet-Schnittstelle. Die Anlage besteht insgesamt aus drei Montagezellen mit jeweils einer Grundfläche von 2×2 Metern, die über das Doppelgurttransfersystem Paromat verkettet sind. Die anspruchsvollste Aufgabe, die zugleich den Kernprozess der Anlage bildet und die ein PARO-Blitz in der Montagelinie übernimmt, ist dabei das Greifen und Positionieren der beiden Anschlussfahnen eines Sensors, mit dem die Leiterplatte der Baugruppe bestückt werden muss. Die Position der 0,2 Millimeter dünnen Anschlussdrähte wird über ein Bildverarbeitungssystem erfasst. Daraus wird zum Einfangen der Drähte individuell für jeden Draht und Sensor eine dreidimensionale Bewegung des PARO-Blitzes und des Portals berechnet, auf dem er platziert ist. Der Draht wird dabei mit einem Greifer eingefangen, zur Leiterplatte gelenkt und dort verlötet. „Dies wäre mit pneumatischen oder kurvenscheibenbasierten Pick&Place-Lösungen schlicht nicht zu machen gewesen, da sie keine genaue, numerische Positionierung unterstützen“, fügt Gregory Kyd an. „Zudem ließe sich die erforderliche Zykluszeit nicht einhalten.“
Die PARO AG nutzt außerdem das Prinzip des PARO-Blitzes, um Schnelleinzüge zu realisieren. Damit wird der Werkstückträger vom Doppelgurttransportband in Millisekundenbruchteilen in die Bearbeitungsstation eingezogen bzw. eine Station übersprungen, um die geforderte Taktzeit einzuhalten. (Foto: Rossmann)
Linearmotoren garantieren kurze Taktzeiten
Weitere Exemplare des Pick&Place-Moduls führen Montageschritte wie das Einsetzen einer LCD-Anzeige, eines Gummikontaktstreifens, der Leiterplatte in ein Gehäuseunterteil, einer Batterie (je nach Variante unterschiedlich), einer Sicherheitsplombe sowie die Positionierung der Komponenten in über die Anlage verteilten Prüfstationen aus. Neben diesen klassischen Pick&Place-Operationen übernehmen in der Anlage Schnelleinzüge, die nach dem Prinzip der PARO-Blitze aufgebaut sind, die Aufgabe des Werstückträgerschnellwechsels. Damit wird der Werkstückträger vom Doppelgurttransportband in Millisekundenbruchteilen in eine Lötstation eingezogen bzw. eine Station übersprungen, um die zur Verfügung stehende Bearbeitungszeit zu verlängern bzw. die geforderte Taktzeit einzuhalten. Ein weiterer Linearmotor sorgt für die benötigte Dynamik beim Auf- und Abstapeln der fertig montierten Baugruppen. Eine MagSpring-Komponente kompensiert dabei das Gewicht der vertikal eingebauten Achse und garantiert eine sichere Position im Falle eines Maschinenstopps. Gregory Kyd ist mit dem Ergebnis sehr zufrieden: „Bisher musste der Kunde die Baugruppe komplett manuell montieren. Jetzt – auch dank der Flexibilität des PARO-Blitzes – sind es nur noch zwei manuelle Schritte: Das Anbringen eines Adapters, der je nach Endkunde und Anwendungsfall unterschiedlich ausfällt, und das Aufspielen der Software. Damit helfen wir unserem Kunden, auch mit einer Fertigung in Europa wettbewerbsfähig zu bleiben.“
Mehr zu den Vorteilen von Linearmotoren gegenüber Pneumatikantrieben





Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Turnstile. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Yumpu. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen
